
Frequent drill bit breakage during hole machining on machine tools can be caused by a variety of complex factors, including cutting forces, heat, improper machining parameters, and mismatched tool geometry or material. There are usually the following situations。
1. Influence of Cutting Parameters
Feed Rate and Cutting Speed: One of the primary reasons for drill bit breakage is excessive feed rate or improper cutting speed. High feed rates increase axial cutting forces, causing the drill bit to fail due to overload or fatigue. The following standard cutting data should be referenced for different materials:
For carbon steel, typical cutting speeds range from 30-60 m/min, and feed rates from 0.1-0.3 mm/rev;
For stainless steel, cutting speeds should be lower, around 15-25 m/min, with feed rates between 0.05-0.2 mm/rev.
Cooling and Heat Management: In high-speed machining, excessive heat buildup can weaken the drill bit material, causing early failure. Efficient coolant application helps reduce cutting temperatures, preventing thermal softening and reducing the likelihood of breakage.
2. Tool Material and Geometry Design
Material Selection: Standard HSS (High-Speed Steel) drills may lack wear resistance and toughness when machining harder materials (e.g., HRC 35 and above), leading to frequent breakage. Cobalt-alloyed steel (HSS-Co) or carbide drills are more suitable for high-hardness materials:
Cobalt drills are ideal for high-temperature materials like stainless steel;
Carbide drills perform better in hard materials and dry cutting conditions.
Helix Angle and Chip Removal: The helix angle significantly affects chip evacuation and cutting load:
Low helix angles (15°-25°) are best for hard, brittle materials (e.g., cast iron, hardened steel), as they reduce cutting forces and chip flow rate;
High helix angles (30°-40°) are better suited for tough materials (e.g., low-carbon steel, stainless steel), as they enhance chip evacuation and reduce cutting resistance.
For high-temperature alloys, a 20°-30° helix angle is recommended for balancing chip removal and torsional strength.
3. Chip Evacuation in Deep Hole Machining
Poor Chip Removal: In deep hole drilling or when machining sticky materials, chips can accumulate, leading to increased cutting resistance, uneven loading, and eventual drill bit breakage. For deep holes exceeding 3 times the drill diameter, chip evacuation becomes critical, and coated or coolant-fed drills are recommended.
Segmented Drilling: For deep hole machining, intermittent retraction of the drill to clear chips and the use of advanced coatings (e.g., TiAlN, AlTiN) can prolong tool life and improve process stability.
4. Cooling and Lubrication Techniques
High-Pressure Coolant: For tough materials like stainless steel or titanium alloys, high-pressure coolant systems (70-100 bar) help with chip evacuation and heat control, significantly extending tool life.
Dry Cutting and MQL (Minimum Quantity Lubrication): For carbide drills, MQL combined with advanced coatings can enable high-efficiency machining without excessive coolant, avoiding cooling-induced contraction effects.
5. Clamping System and Spindle Accuracy
Runout and Clamping: The concentricity of the clamping system and spindle runout (runout less than 0.01 mm) directly affect tool life. Poor clamping or misalignment can cause eccentric rotation, concentrating stress on specific cutting edges and increasing breakage risk.
Hydraulic and Shrink Fit Holders: In high-precision machining, hydraulic or shrink-fit holders offer better clamping force stability, minimizing tool deflection and torsion, particularly in deep hole machining.
6. Operator Skill and Real-Time Monitoring
Operational Technique: The operator's skills play a crucial role in tool longevity. For example, withdrawing the drill regularly to clear chips in deep hole machining, or adjusting cutting parameters based on tool feedback (chip shape, machining sound, etc.), can prevent tool failure.
Real-Time Monitoring: Advanced machine tools equipped with real-time monitoring systems can track cutting force, vibration, and temperature, enabling automatic adjustments in feed rates and speeds to prevent drill overloading and breakage.

Common Solutions to Drill Breakage:
Select the appropriate drill material and geometry (helix angle, cutting edge length) for the specific material being machined;
Optimize cutting parameters, adjusting feed rates and speeds to suit material hardness and toughness;
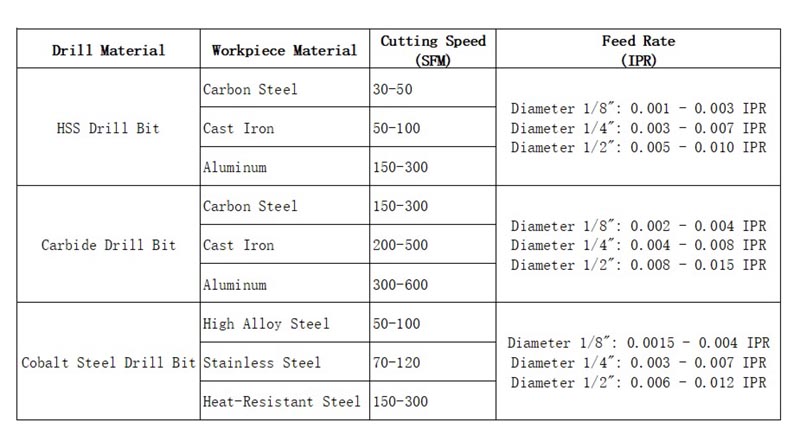
Below is a table outlining recommended feed rates and cutting speeds for different drill bit materials and workpiece materials. For practical operations in the industry, you can refer to the professional feed rate and cutting speed table published by drill bit manufacturers.
Utilize proper cooling and lubrication methods, including high-efficiency coolants or MQL technology, to reduce cutting heat and tool wear;
For deep or high-precision holes, use step-drilling techniques and ensure proper chip evacuation through retraction or coolant-fed drills.
By considering machining conditions, tool selection, and operational techniques, drill bit breakage can be significantly reduced, improving both machining efficiency and precision.
OEM Capability
 We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands.
We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands. Categories
| HSS-PM Taps | HSSE-M42 Taps |
| HSSE / HSS Taps | Spiral Flute Taps |
| Straight Flute Taps | Spiral Point Taps |
| Multi-function Taps |
| Solid Carbide Drill Bits | Twist Drill Bits |
| Center Drill Bits | Indexable U Drills |
| Flat-end Milling Cutter | Ball Nose End Mills |