Engineers Worldwide Are Asking: How to Precisely Match Tapping Tools to Workpiece Characteristics?
The workshop alarm went off again late at night — the third tap broke while machining a stainless steel valve body, and the expensive workpiece was instantly scrapped. This is not a horror story, but a daily nightmare caused by selecting the wrong type of tap. As a hardware tool engineer with 20 years of experience, I will share the hard-earned practical knowledge gained through trial and error, revealing the real selection rules for spiral, chamfered, and straight-flute taps, so you can finally say goodbye to tap breakage, worn threads, and chip removal problems.
1. How to Choose Between Spiral, Chamfered, and Straight-Flute Taps
1.1 Material First: Match the Tap to the Material
(Remember this mnemonic: Spiral for soft materials, Chamfered for hard materials, Straight-flute for blind holes)
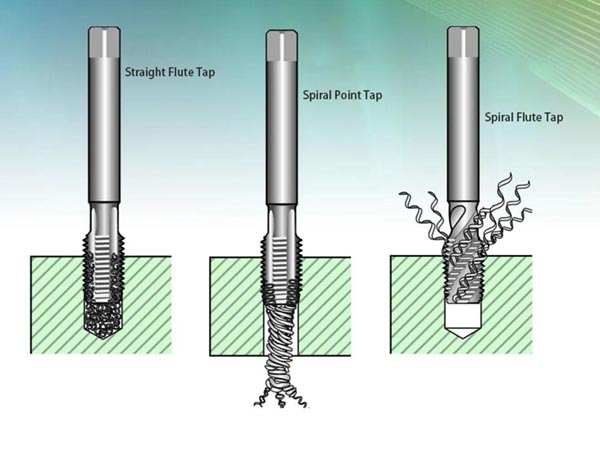
- Soft Materials (Aluminum, Copper, etc.) → Choose Spiral Taps
- Why: The spiral grooves act like a screwdriver, throwing the chips upwards (called "chip removal").
- Note: The stickier the material (e.g., 6061 aluminum alloy), the larger the spiral angle should be (commonly 35°-45°).

- Stainless Steel, Alloy Steel → Choose Chamfered Taps
- Secret: The pointed tip design first forms the thread shape (reducing friction).
- Tested: For machining 304 stainless steel, chamfered taps last 2-3 times longer than straight-flute taps.

- Blind Hole/Deep Hole Machining → Choose Straight-Flute Taps
- Pitfall: Using a spiral tap on a blind hole can cause chips to clog at the bottom, scratching the threads.
- Tip: Withdraw every 3-5 turns to clear chips (using our straight-flute taps with chip removal grooves makes it easier).

1.2 Machine Type: Different Methods for Old Machines and New Equipment
(90% of tap failures occur due to selecting the wrong type)
- Standard Drill Press/Old Machine Tools
- Must use Straight-Flute Taps: Simple structure, less likely to break (spindle speed ≤500 RPM).
- Lesson Learned: A customer in Vietnam used spiral taps on an old drill press, and 8 out of 10 taps broke.
- CNC Machining Centers
- Prefer Spiral Taps: Stable high-speed continuous machining (1200 RPM).
- Cost-saving Tip: Our HSS-E spiral taps paired with automatic tapping programs increase efficiency by 40%.
1.3 Order Type: Different Methods for Small Batch Trials vs. Large Production Runs
| Scenario | Recommended Tap Type | Key Message |
|---|---|---|
| Sample Development | Straight-Flute Taps | "Use the generic type first, optimize for large production" |
| Orders >100,000 Pieces | Chamfered Taps | "Although 20% more expensive, it’s more cost-effective due to reduced tool change time" |
| Urgent Replenishment | Spiral Taps | "No need to adjust machine settings, just start production right away" |
- Customer Case: A valve manufacturer in Dubai had been buying our straight-flute taps for years until we recommended switching to chamfered taps:
- Result: Machining time dropped from 27 seconds per part to 19 seconds per part.
- Tool Life: Increased from 300 parts per tap to 800 parts per tap. (Key Point: They didn’t know chamfered taps were the right choice for stainless steel.)

2. The Underlying Logic of Material Selection
2.1 Metal Ductility Grading Chart
Material Type Representative Grade Recommended Tap Ductility Index Chip Formation Super-soft Materials 1060 Aluminum Large Spiral Angle (45°) 85% Continuous Strips Sticky Materials H62 Brass Spiral Tap with Chip Breaker 65% Short Spiral Chips Hard-Brittle Materials GCr15 Bearing Steel Coated Chamfered Tap 18% Powdery Chips 2.2 Special Treatment for Composite Materials
- Glass Fiber Reinforced Plastic: Must use double-edged straight-flute taps (to prevent delamination).
- Carbon Fiber Machining: Custom 10° small spiral angle + diamond coating (to prevent burrs).
- Case Study: We developed a special magnesium alloy tap for an Israeli customer by adjusting the spiral angle to solve the natural burning issue (including video comparison of the burning experiment).
3. The Golden Formula for Machining Parameters
3.1 Speed Calculation Formula
- Spiral Taps: N = (15000/D) × K (where D = thread diameter in mm, K = material coefficient: aluminum 0.8, steel 0.5).
- Chamfered Taps: N = (12000/D) × K.
- Straight-Flute Taps: N = (8000/D) × K.
3.2 Coolant Selection Matrix
Tap Type Water-Soluble Oil Oil-Based Cutting Fluid Minimum Quantity Lubrication (MQL) Spiral Taps ★★★ ★★☆ ★★★★★ Chamfered Taps ★★★☆ ★★★★ ★★☆ Straight-Flute Taps ★★★★★ ★★★☆ Not Recommended Case Study: An Indonesian customer used water-soluble oil, which caused chamfered taps to wear out 50% faster.
4. Failure Analysis Map
4.1 Reasons for Tap Breakage
Breakage Type Possible Causes Solution Spiral Breakage Poor chip removal Switch to taps with a larger spiral angle Clean Cross Breakage Misalignment Install floating tapping tool holder Chipped Teeth Hard spots in material Switch to powder metallurgy taps 4.2 Thread Quality Defects Diagnosis
- Large Major Diameter: Tap wear beyond the acceptable limit (check flank wear).
- Thread Surface Burrs: Insufficient cooling leading to chip buildup (increase coolant concentration).
- Incomplete Thread Form: Incorrect hole diameter (refer to international thread hole charts).
5. Advanced Cost Control Strategies
5.1 Tool Life Prediction Model
- Total Machining Cost = (Tap Unit Price / Tool Life) + Tool Change Time Cost + Scrap Loss (Example: Although chamfered taps cost 30% more, the total cost decreases by 22%)
5.2 Guide to Using Regenerated Taps
- Repair Frequency: HSS taps can be repaired up to 3 times; carbide taps cannot be repaired.
- Economic Critical Point: Stop reconditioning when the price of a new tap is less than 2 times the repair cost.
- Cost Comparison Case: A Mexican automotive parts factory saved $47,500 annually by mixing new and reconditioned taps.
Summary:
From material properties to global procurement rules, from speed formulas to cost control models, mastering the essence of tap selection is about understanding the dialogue between metals and tools. Remember: the best tap is not the most expensive, but the one that precisely matches the working conditions.
OEM Capability
 We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands.
We like to do design according to all the customers' requirements, or offer them our new designs. With strong OEM/ODM capabilities, we can fill your sourcing demands. Categories
| HSS-PM Taps | HSSE-M42 Taps |
| HSSE / HSS Taps | Spiral Flute Taps |
| Straight Flute Taps | Spiral Point Taps |
| Multi-function Taps |
| Solid Carbide Drill Bits | Twist Drill Bits |
| Center Drill Bits | Indexable U Drills |
| Flat-end Milling Cutter | Ball Nose End Mills |